Corrugated board quality is caused by a variety of factors, such as: paperboard board-like phenomenon, cardboard warping uneven, poor bonding, leakage pit, pit paper is not in place, compressive strength, anti-jamming strength can not meet the requirements. Some problems are more intuitive, while others are hidden and complex. Influencing factors often coexist, and mutual restraint is intertwined. Therefore, there is a need for theoretical research on quality issues. This article focuses on the concrete analysis of the corrugated board phenomenon and poor adhesion.
Research and countermeasures of corrugated board pattern in corrugated board Corrugated board is composed of sandwich paper, core paper, face paper and back paper. Needless to say, the quality of the base paper plays a decisive role in the quality of corrugated board molding. Carton manufacturers should not only purchase qualified raw paper, but also pay attention to observe different production situations in production, and control and adjust them at any time. Otherwise, there will be cardboard quality problems due to improper production control.
1. Influence of the moisture content of the raw paper When the board has a see-saw phenomenon, it is generally first considered whether the operator has adjusted the key parameters of the key point as required. Such as: cardboard tension control chaos single-sided steam spray on the corrugated paper of the degree of regulation and control of the wetness; production speed control and steam pressure meet the requirements and other issues. And often overlooked a very important factor - the moisture content of the base paper. It is often believed that a slightly higher or lower moisture content is not a serious problem. As long as the base paper can be produced on the machine, no cardboard debonding will occur. Actually, the problem of the paper's retractability depends largely on the moisture content of the paper itself. For qualifying base paper, corrugated paper must be strictly controlled at 8±2% and linerboard controlled at 9±2%. Excessive water content will cause the paper fibers to expand and elongate due to excessive moisture ingestion; and too low moisture content will not be conducive to paper bonding and molding, which is particularly evident on the use of low basis weight raw paper. As low-volume corrugated paperboard has the advantages of low quality and low price, today it is facing the rising international pulp market, it is being widely advocated and promoted by the carton manufacturers. However, due to the low basis weight of paper and the thinness of paper, it is difficult to manufacture corrugated paperboard. It is often due to improper adjustment of the production that the surface of the paperboard is squid-like or blisters, resulting in quality problems such as unevenness of the paperboard and the impact of printing.
2, the impact of the amount of sizing The corrugated cardboard phenomenon is the physical deformation of the liner on the cardboard peak, it changes the cardboard tight, flat surface, forming uneven along the corrugation peaks on both sides. In addition, blistering has also been accompanied, and it has mainly occurred in low basis weight papers. One of the main reasons is the excessive amount of adhesive sizing.
As far as corrugated board production is concerned, there are many sizing problems in either single-sided or double-sided machines. For single-sided machines, the speed of the sizing roller is slightly slower than that of the corrugating roller in the design of the gluing machine to ensure that the sizing roller conveys an appropriate amount of adhesive and is evenly applied to the corrugation crest. When the paper is bonded and pressed, the adhesive penetrates into the paper fibers and then solidifies to achieve a bonding effect. However, when the amount of glue applied by the adhesive is excessive, the excess adhesive is pushed out to both sides of the corrugation peak, causing the sizing line to become wider and larger. When these excess binders are dried, they shrink, and this shrinkage force will pull the paper back. When a single-sided machine uses a high basis weight paper, it has sufficient tightness to withstand this tensile force so as not to cause the bottom paper to shrink and distort. When a low basis weight paper is used, the low tension cannot be used. Resistance to wave tension and easy to cause the end of paper shrinkage deformation (see Figure 1).
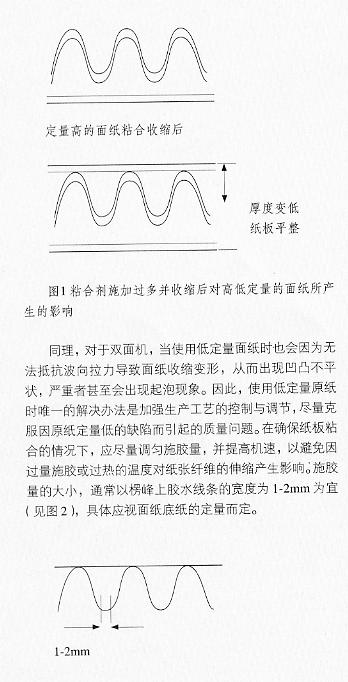
Figure 1 Effect of the adhesive on the high and low weight of face paper after excessive application of adhesive and shrinkage
Research and Countermeasures of Bonding Quality of Corrugated Paperboard
There are many reasons for the poor bonding of corrugated cardboard (such as foaming, degumming, and false-grain) in corrugated board production lines. There are problems with the moisture content of the base paper, problems with improper control of the amount of glue applied in production, and adhesion. Agent quality problems etc. Among them, the adhesive bonding mechanism is the first problem that should be solved.
There are many types of adhesives, such as starch adhesives, polyvinyl alcohol, vinyl acetate emulsions, and water glass. At present, most manufacturers use starch-based adhesives. Starch adhesives have the following advantages over other adhesives:
(1) strong adhesion, easy to penetrate into the paper to produce adhesion; (2) good initial viscosity; (3) easy to store; (4) sticky cardboard box appearance is firm and flat, not easy to run, moisture absorption. However, in the production, starch binders also have shortcomings such as long reaction time, difficult to control oxidation depth, unstable quality, and complicated reaction process. In addition, most manufacturers in the production of starch adhesives mechanically apply the reaction conditions of industrial oxidized starch, can not effectively control and adjust the adhesive formulation, process and oxidation depth, not only wasted raw materials, extended reaction time, and sticky The quality of the mixture is not controlled, affecting the performance of the corrugated board. Therefore, the use of water and a complexing agent only when used can provide a pre-oxidized starch binder for use in the bonding of corrugated cardboard. In fact, starch glues used in single-sided machines and double-sided machines are different even on the same production line. For the bonding of corrugated cardboard, the bonding mechanism is the prerequisite for the formulation of the adhesive; and in terms of the quality of the adhesive, the viscosity and gel point are two important indicators to measure quality.
Bookrack,Bookshelf Setup,Student Bookshelf Labels,Library Bookshelf,Children ​Corner Metal Book Shelf
AU-PINY FURNITURE CO., LTD , https://www.jiangmenaupiny.com