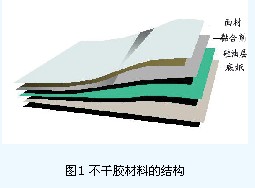
The self-adhesive material is a composite material composed of a surface material, a binder, a silicone oil coating, and a backing paper, as shown in FIG.
Die-cutting of self-adhesive materials is different from traditional printing materials, such as paper die-cutting, which cuts through the material as a whole; die-cutting of die-cut materials merely cuts through the face material and adhesive layer, retaining the backing paper and its The silicone oil coating on the surface will eventually leave the die-cut label on the backing paper, as shown in Figure 2.
The die-cutting quality of self-adhesive materials is related to a variety of factors, such as die-cutting method, die-cutting device accuracy, precision of die-cutting plates, and matching conditions of die-cutting blades and materials. In addition, die-cutting quality is also related to self-adhesive materials. With regard to the characteristics, such as the performance of paper, adhesive, and backing paper, the die-cutting characteristics of various adhesive materials are also different.
The following will give a brief introduction to the impact of die-cut quality on the surface materials, adhesives, and backing paper of self-adhesive materials.
The effect of surface material on die-cutting
The factors affecting die-cut quality are the type, strength, and thickness of the face stock.
1. Kind of surface material
Surface materials can be basically divided into two major categories of paper and film.
The cutting principle of plain paper is slightly different from that of film materials. Although, in theory, the face material and the adhesive must be cut through during die cutting, the fact that the die cut paper material is the combined result of the cutting of the tool and the stress fracture of the paper, that is, the cutting of the blade while also cutting the paper Extrusion to both sides, so, relatively speaking, the paper-type material die-cutting accuracy is not very high. In the analysis of samples, it is often seen that some labels have burrs, which is due to the fact that the fibers of the material are coarse and naturally fractured.
Based on the die-cutting properties of paper-based materials, and taking into account the wear of the cutting edge, the angle of the flattening die-cutting blade is usually specified as 52°. If the angle is large, the extrusion deformation of the material is large, that is, the horizontal separation force is It will increase the fracture and separation of materials.
Die-cutting of thin film materials is simply the process of complete cut-through. Because film-type materials are mostly tough and do not break naturally, it is not appropriate to cut two-thirds of the material. It must be completely cut through or cut through four-fifths of the thickness, otherwise it will be peeled off together with the label when it is discharged.
Therefore, the edge of the die-cut film material must be sharp and the hardness must be high. A small-angle die cutter must be used. The angle of the blade is usually 30° to 42°. If a large-angle die cutter is used, not only the die cutting is difficult, but if the blade is not sharp, the surface material will not be cut, the bottom paper may be broken, or the edge of the finished label may be turned to cause bleeding. In short, the accuracy of die-cutting film is higher than that of paper-based materials, so the die-cutting film material has certain requirements for the accuracy of the equipment, the precision of the die-cutting plate, and the bottom paper.
2. Strength of face material
The strength of the face material is related to the thickness of the face material, the structure of the fiber (polymer) and its own humidity. In the die-cutting process of adhesive materials, the largest factor associated with the surface material is the speed of rejection. The greater the humidity of the environment, the weaker the strength of the material after it has been exposed to moisture, making it easier to pull off or even eliminate it.
When designing the layout, it is necessary to rationally arrange the waste size of the label and the speed of waste discharge according to the strength of the material. This will not only increase production efficiency, but also reduce material waste.
3. The thickness of the face material
The thickness of the material directly affects the depth of die-cutting. The thicker the material, the easier it is to die-cut. Because the thicker the material, the greater the tolerance for die cutting, the less likely it is to cut through the backing paper. Relatively speaking, the material is thin, and it is easy to cut through the bottom paper. For example, on the same flat-pressure label cutting machine, die cut 80g/m2 and 60g/m2 respectively, the same surface material of the bottom paper. The results showed that: 80g/m2 material die cutting waste normal, and replaced with 60g/m2 materials, die-cutting often appears waste fracture, bottom paper cut through and tag off phenomenon, need to stop, pad, waste Great. There are several reasons for this type of situation. If you use a round die cutting method or reduce the die area, use high-precision equipment, etc., this phenomenon can be reduced or avoided.
Therefore, when cutting thin surface materials, it must be carried out on high-precision equipment. Minimize the die-cut area (especially the small labels), use the die-cut version of the professional die-cut manufacturer, and pay attention to the accuracy of the offset plate.
The thickness of the face material is proportional to the strength and directly affects the speed of waste discharge. 80g/m2 and 60g/m2 of waste materials can be used for comparison test; the result is that the former has a 20% to 30% higher production efficiency than the latter.
Effect of Adhesive on Die-Cut
There are four types of adhesives commonly used in adhesive materials: acrylic water-based latex, rubber-based hot-melt adhesives and solvent-based rubber or acrylic adhesives, of which the most widely used are latex and hot-melt adhesives.
Due to the different raw materials and formulas of the adhesives, their physical and chemical properties are also different. The water emulsion is composed of tiny capsules, the cohesion force is relatively small, and the adhesive film is easily separated. The hot melt adhesive is composed of a rubber material with a large cohesive force, and it is difficult to separate the adhesive films. Therefore, when die-cutting, if it is a water emulsion material, the label will be exhausted even if the adhesive layer is not cut or completely cut off, because the pulling force at the time of waste can easily pull off the adhesive layer. When die-cutting hot-melt adhesive type adhesive materials, if the die cutting is not in place, the labels are not peeled off together with the waste paper edge, and the bottom paper is cut through. Because the hot melt adhesive layer can only be completely discharged when it is completely cut (or mostly cut), the uncut plastic film will be peeled off together with the label, which increases the difficulty of die cutting.
For this reason, die-cutting latex-type self-adhesive materials are relatively easy, and the hot-melt adhesive-type self-adhesive materials have higher requirements for die-cutting technology. This is also the main reason for the large consumption of processed hot melt adhesive materials and low production efficiency.
The effect of bottom paper on die-cutting
The quality of the bottom paper is the key to the quality of die-cutting. The thickness, flatness, fiber structure and strength of the bottom paper directly affect the quality of die-cutting. At present, the commonly used bottom paper is divided into two major categories, namely, opaque bottom paper and translucent bottom paper. Opaque paper-backed self-adhesive materials generally have a ration of more than 90g/m2, and have a certain degree of stiffness. They are suitable for sheet-fed printing and web-fed printing. Finished labels are mostly used for manual labeling. Transparent backing paper self-adhesive material is generally weighed 60 ~ 70g/m2, bottom paper fiber has a certain density or tightness, mainly used for web printing, not suitable for single sheet printing, finished label for automatic labeling.
Self-adhesive materials require a good flatness of the backing paper, a uniform thickness, a uniform light transmittance, and a higher density, so as to facilitate complete die-cutting of the surface material.
1. Opaque backing paper
The commonly used opaque backing paper is distinguished by color, and can be divided into two types, yellow and white. In terms of structure, it is divided into pre-coated PE coating and no-PE coating. Coating PE coating has two purposes: one is to seal the pores on the surface of the paper to make it smooth and smooth, and apply silicone oil on it to reduce the coating amount, which can reduce the cost; the other is to improve the die-cutting characteristics because PE The coating is equivalent to a layer of cushion, has a certain toughness and elasticity, can reduce the bottom paper breakage. Practice shows that the bottom paper with PE coating has far lower fracture resistance than the bottom paper material without PE coating.
Since thick-bottomed paper labels are mainly used for manual labeling, the quality of unqualified die-cutting has a certain influence on manual labeling. For example, when die-cutting is continued, hand-waste will be peeled off together with the label; if the backing paper is cut through or cut through half It is also very difficult for operators to uncover the mark.
When the opaque backing paper is die-cut on a flat die-cutting die-cutting machine, the common fault is the bottom paper breakage. Therefore, on the basis of ensuring the precision of the die cutter and the flatness of the liner, a flatness, fiber tension, and a uniform thickness should be selected as much as possible. Paper to improve die-cutting quality.
Translucent bottom paper
Translucent paper is also called thin-bottom paper. At present, the adhesive material for label printing is commonly used for glassine paper (glass bottom paper). There are two indicators of the glassine base paper will affect die-cutting quality: one is the thickness uniformity, and the second is the fiber structure. The thickness of the backing paper is most important, especially when circular die cutting, because the size of the die cutter roll is determined by the thickness of the bottom paper. If the thickness of the backing paper is not uniform, the cutting edge will cut through or cut off. Papers cause troubles in the waste disposal process.
The fiber structure of the glassine base paper mainly influences the die cutting speed for round die cutting, because the fiber strength directly affects the waste breaking speed. The faster the speed, the greater the pulling force, the easier the waste discharge. If the material itself is strong, the cutting speed can be increased. However, for slower flattened die-cuts, the fiber structure has little effect on die-cut quality. In addition, the toughness and fracture resistance of fibers have a great influence on the quality of die-cutting. The backing paper with good fiber toughness may not be problematic in die cutting with low precision, but if the backing paper is brittle and has poor toughness, Only die-cutting can be performed on equipment with high precision and good die-cutting quality. This shows that the accuracy of the equipment is also one of the factors that affect die-cutting quality.
We have encountered such cases: There are two self-adhesive materials with the same surface material and different backing papers. Processing on two labeling equipments at the same time results in die cutting on high precision equipment. The cutting quality is normal, while the die-cutting on the equipment with low precision, the poor toughness of the bottom paper fiber material often has problems and cannot be produced normally. This case shows that the quality of die-cutting is related to the self-adhesive material itself, and it is also related to the precision of the equipment.
Die cutting technology
Since the various properties of self-adhesive label materials, such as the strength of the adhesive surface material, the characteristics of the adhesive, and the strength of the bottom paper have a certain influence on the die-cut quality of the label, the adhesive material and the label processing are selected. Among them, there should be certain requirements, the use of high-quality materials or the corresponding die-cutting process to improve the quality of the label cutting. Through many years of practice, the author summarizes the problems encountered in the work and proposes several considerations for the correct choice of self-adhesive materials and effective improvement of die-cutting quality.
1) Do not die-cut film materials with die-cut sheets that have been die-cut. Because the edges are worn, it is not suitable for re-cutting the film.
2) When flat and die-cutting, try to reduce the die-cutting area, especially the full-size small label, because the layout is large and there are many rows of cutters, and the quality is difficult to guarantee.
3) When the flat plate is cut and die-cut, the pad plate should be replaced frequently, especially the long-lived ones, because the cut marks will affect the die-cut quality of the new label.
4) Check often
Eye Pads,Pure Cotton Eye Pads,Disposable Eye Pads,Medical Eye Pads
COTTONWHISPER (TAIZHOU) DAILY PRODUCTS CO.,LTD , https://www.cottonwhipershop.com